
बाँडिंग म्हणजे काय?
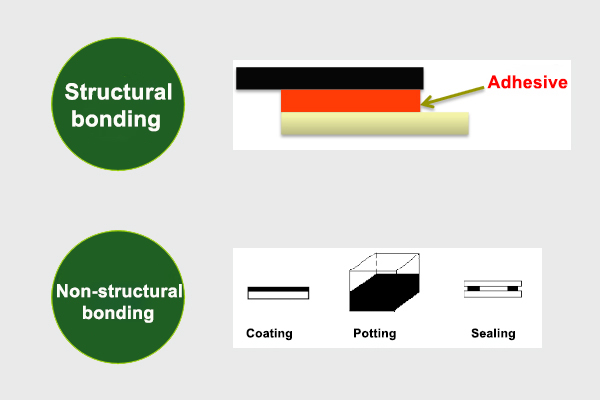
बाँडिंग ही घन पृष्ठभागावर चिकटलेल्या गोंदाने व्युत्पन्न केलेल्या चिकट शक्तीचा वापर करून समान किंवा भिन्न सामग्री घट्टपणे जोडण्याची पद्धत आहे. बंधन दोन प्रकारांमध्ये विभागले गेले आहे:स्ट्रक्चरल बाँडिंग आणि नॉन-स्ट्रक्चरल बाँडिंग.
चिकटपणाची कार्ये काय आहेत?
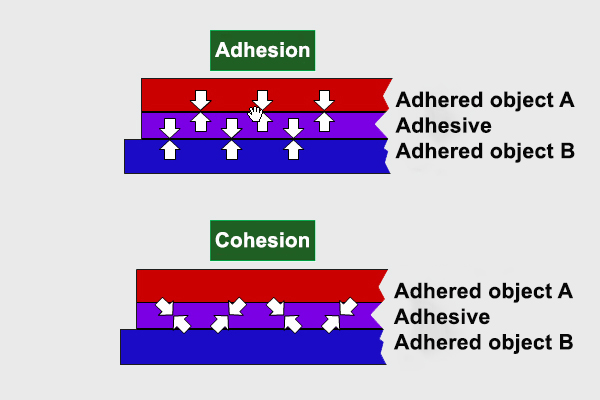
बाँडिंग ॲडेसिव्ह बाँडिंग इंटरफेसच्या परस्परसंवादावर अवलंबून असते आणि विशिष्ट एकसंध किंवा विषम आणि जटिल आकाराच्या वस्तू किंवा उपकरणांना साध्या प्रक्रिया पद्धतीद्वारे जोडते, तसेच सीलिंग, इन्सुलेशन, उष्णता वाहक, विद्युत वहन, चुंबकीय पारगम्यता यासारखी काही विशेष कार्ये देते. , भरणे, बफरिंग, संरक्षण इ. बाँडिंगचे दोन गाभा म्हणजे आसंजन आणि एकसंध. आसंजन दोन भिन्न पृष्ठभागांमधील आकर्षणाचा संदर्भ देते आणि सामंजस्य सामग्रीच्या रेणूंमधील आकर्षणाचा संदर्भ देते.
सामान्य बाँडिंग पद्धती काय आहेत?
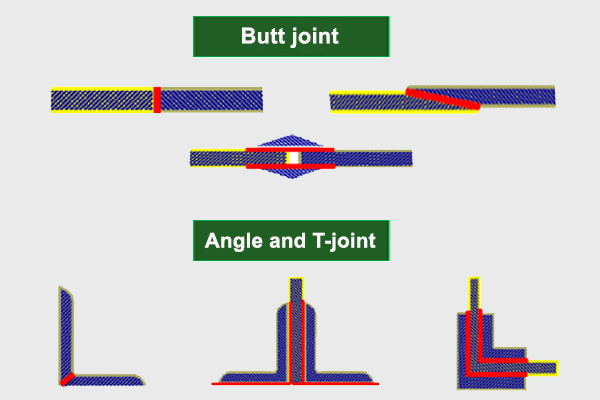
1. बट जॉइंट: चिकटलेल्या दोन सब्सट्रेट्सचे टोक एकमेकांशी जोडलेले असतात आणि बाँडिंग संपर्क क्षेत्र लहान असते.
2. कॉर्नर जॉइंट आणि टी-जॉइंट: हे एका बेस मटेरियलच्या शेवटी आणि दुसऱ्या बेस मटेरियलच्या बाजूने जोडलेले असते.
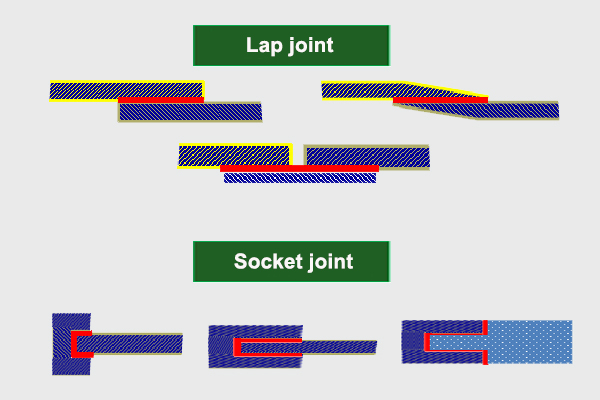
- 3. लॅप जॉइंट (फ्लॅट जॉइंट): हे बेस मटेरियलच्या बाजूंनी जोडलेले असते आणि बॉन्डिंग एरिया बट जॉइंटपेक्षा मोठा असतो.
- 4. सॉकेट (एम्बेडेड) जॉइंट: जोडणीसाठी जोडणीचे एक टोक गॅपमध्ये घाला किंवा दुस-या टोकाला छिद्र पाडा किंवा जोडण्यासाठी स्लीव्ह वापरा.
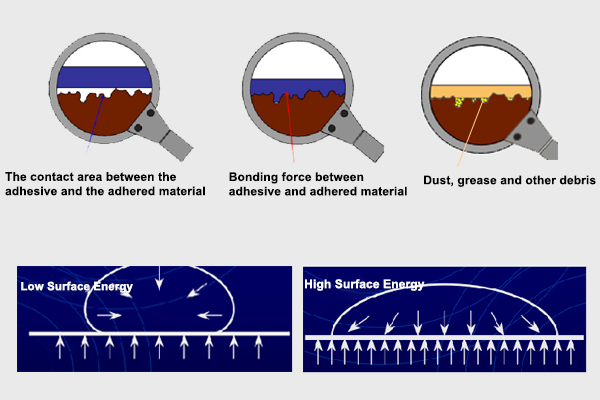
बाँडिंग इफेक्टवर परिणाम करणारे घटक कोणते आहेत?
1. बॉन्डेड केले जाणारे साहित्य: पृष्ठभागाचा खडबडीतपणा, पृष्ठभागाची स्वच्छता आणि सामग्रीची ध्रुवता इ.;
2. बाँडिंग सांधे: लांबी, चिकट थर जाडी आणि सांधे विविध फॉर्म;
3. पर्यावरण: वातावरण (उष्णता/पाणी/प्रकाश/ऑक्सिजन इ.), तापमान आणि ग्लूइंग साइटचे तापमान बदल;
4. चिकट: रासायनिक रचना, प्रवेश, स्थलांतर, उपचार पद्धत, दाब इ.;
बाँडिंग अयशस्वी होण्याची कारणे काय आहेत?
बाँडिंग अयशस्वी होण्याची अनेक कारणे आहेत, ज्यासाठी विशिष्ट परिस्थितींचे तपशीलवार विश्लेषण आवश्यक आहे. सामान्य कारणांमध्ये पुढील गोष्टींचा समावेश आहे:
1. चिकट आणि बेस मटेरियल जुळत नाही, जसे की: इथेनॉल काढणे आणि पीसी बेस मटेरियल दरम्यान क्रॅकिंग होते;
2. पृष्ठभाग दूषित: रिलीझ एजंट बाँडिंगवर परिणाम करतात, फ्लक्स तीन प्रतिबंधांवर परिणाम करतात, पॉटिंग विषबाधा इ.;
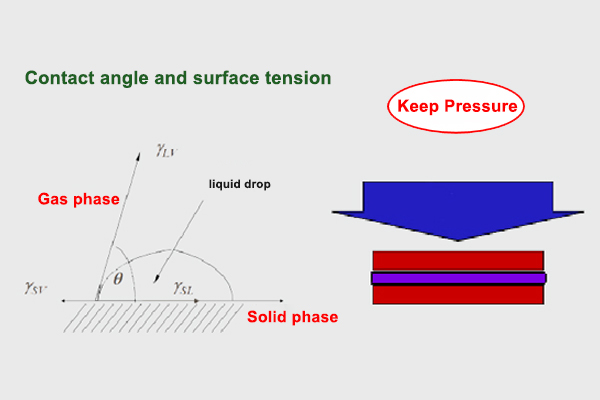
3. कमी बाँडिंग वेळ / अपुरा दबाव: अपुरा दाब किंवा दाब होल्डिंग वेळेचा परिणाम खराब बाँडिंग प्रभावात होतो;
4. तापमान/आर्द्रतेचा प्रभाव: सॉल्व्हेंट लवकर बाष्पीभवन होते आणि स्ट्रक्चरल ॲडेसिव्ह खूप लवकर घट्ट होते;
हे पाहिले जाऊ शकते की योग्य बाँडिंग ग्लू सोल्यूशनमध्ये केवळ बाँड केलेल्या भागांची सामग्री, आकार, रचना आणि ग्लूइंग प्रक्रिया विचारात घेणे आवश्यक नाही तर विविध बाँड केलेल्या भागांचा भार आणि स्वरूप तसेच आसपासच्या वातावरणाचा देखील विचार केला पाहिजे. प्रभावित करणारे घटक इ. जर तुम्हाला काही समजत नसेल किंवा तुम्हाला चिकटलेल्या सीलंटची आवश्यकता असेल तर कृपया संपर्क साधासिवे.

पोस्ट वेळ: डिसेंबर-२७-२०२३